Posted Jan 13, 2024 Report Job
Pay Range
60000 - 100000
Submit your CV/Resume to us for this job!
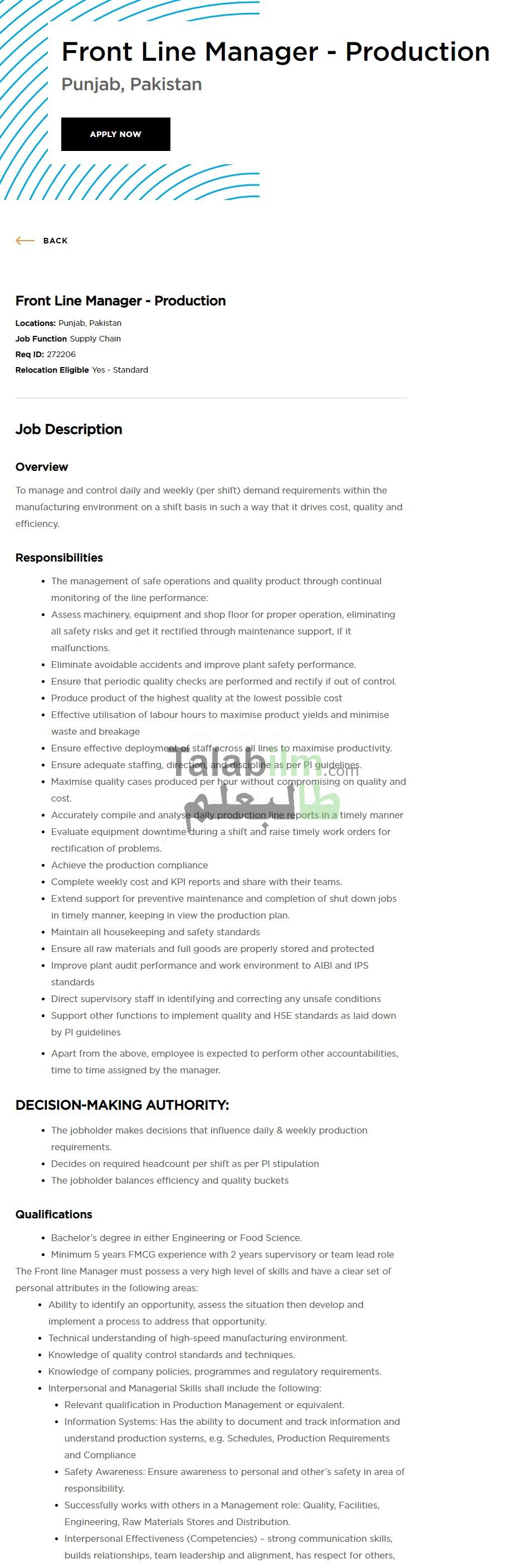
To manage and control daily and weekly (per shift) demand requirements within the manufacturing environment on a shift basis in such a way that it drives cost, quality, and efficiency. Responsibilities include assessing machinery, ensuring safe operation, producing high-quality products at the lowest cost, effective utilization of labor hours, staff deployment, compiling production reports, evaluating equipment downtime, achieving production compliance, supporting preventive maintenance, maintaining safety standards, and more. Decision-making authority includes determining required headcount per shift and balancing efficiency and quality buckets.
Job Advertisement Image
Related Jobs
District Nutrition Coordinator
Karachi, Sindh

Junior Executive (HR)
Karachi, Sindh

Senior Executive-IT
Karachi, Sindh
Junior Executive (Electrical)
Karachi, Sindh

Manager Procurement and Contracts
Karachi, Sindh
Report this job?
Please make sure you are reporting this job because this is an inappropriate advertisement. We'll review the reported content within 24 hourse and take necessary steps.